Emerson’s Jason King shares an update on advanced condition monitoring in the Ovation distributed control system at last week’s 2019 Ovation Users’ Group conference. This integrated machinery protection and condition monitoring module built directly into the Ovation system. It is capable of typical equipment protection functions, but also has condition monitoring technology built in, so no separate software will be needed for diagnosing your most-common rotating asset issues.
Each Ovation Machinery Health Monitor (MHM) module is 8 channels – all 8 can handle your typical turbine supervisory instrumentation like displacement probes, accelerometers, velometers, and other AC or DC sensors that fall into the sensor input ranges. In addition, channels 7 and 8 can also be configured for tachometer sensors of several types (displacement, passive electro-magnetic, hall effect, shaft encoders, and TTL pulse).
A typical protection system in the field today has the sensors and converters in the field, a rack placed somewhere else with its own separate power supplies, and all of these connections to the Ovation system: digital signals for shutdown, alerts, channel faults, setpoint (trip) multiply, and either 4-20mA signals of the overall vibration value from each sensor, or a Modbus connection sharing that data with Ovation, which needs set up, maintained, and can be difficult to troubleshoot. The Ovation Machinery Health Monitor module, the rack and its separate power supplies and all those connections to Ovation are eliminated.
Some of the condition the MHM module monitors for includes imbalance, looseness, misalignment, antifriction, and journal, sleeve and babbitt mechanical wear. 90% of rotating equipment issues can be boiled down to one of four things: imbalance, misalignment, looseness, or mechanical wear. These issues show up in the frequency spectrum as increases in vibration at multiples of the turning speed of the equipment.
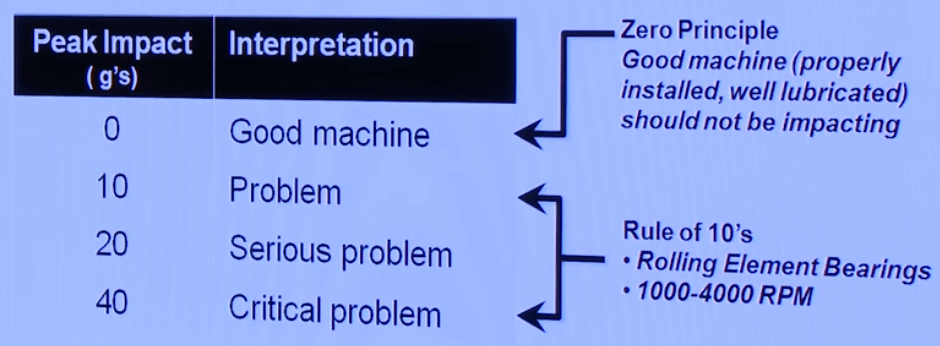
PeakVue analytics technology is designed for use with accelerometers on rolling element and gearbox applications. These tend to develop problems that show up at very high frequencies, which don’t show up in typical protection system or condition monitoring frequency ranges, which means failures can occur with no warning, and the failures are typically catastrophic.
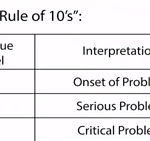
PeakVue analytics provide an easy-to-interpret value that can be used for primary diagnosis of problems with roller bearings and gearboxes. It follows a “rule of 10’s” meaning on typical process equipment, 900 to 4000 RPM, PeakVue will be below 10 for healthy equipment. If PeakVue goes above 10, a problem is developing in the equipment. Jason noted that one power producer’s maintenance team pulled bearings when PeakVue was just above 10 and they couldn’t see the problem with the naked eye. The problem is often subsurface at this stage. If you put the bearing back in and run the equipment until PeakVue climbs above 20, you will see the problem when you take it back out. PeakVue climbing above 30 means you have very little time remaining, and above 40 means the equipment is about to shut down.
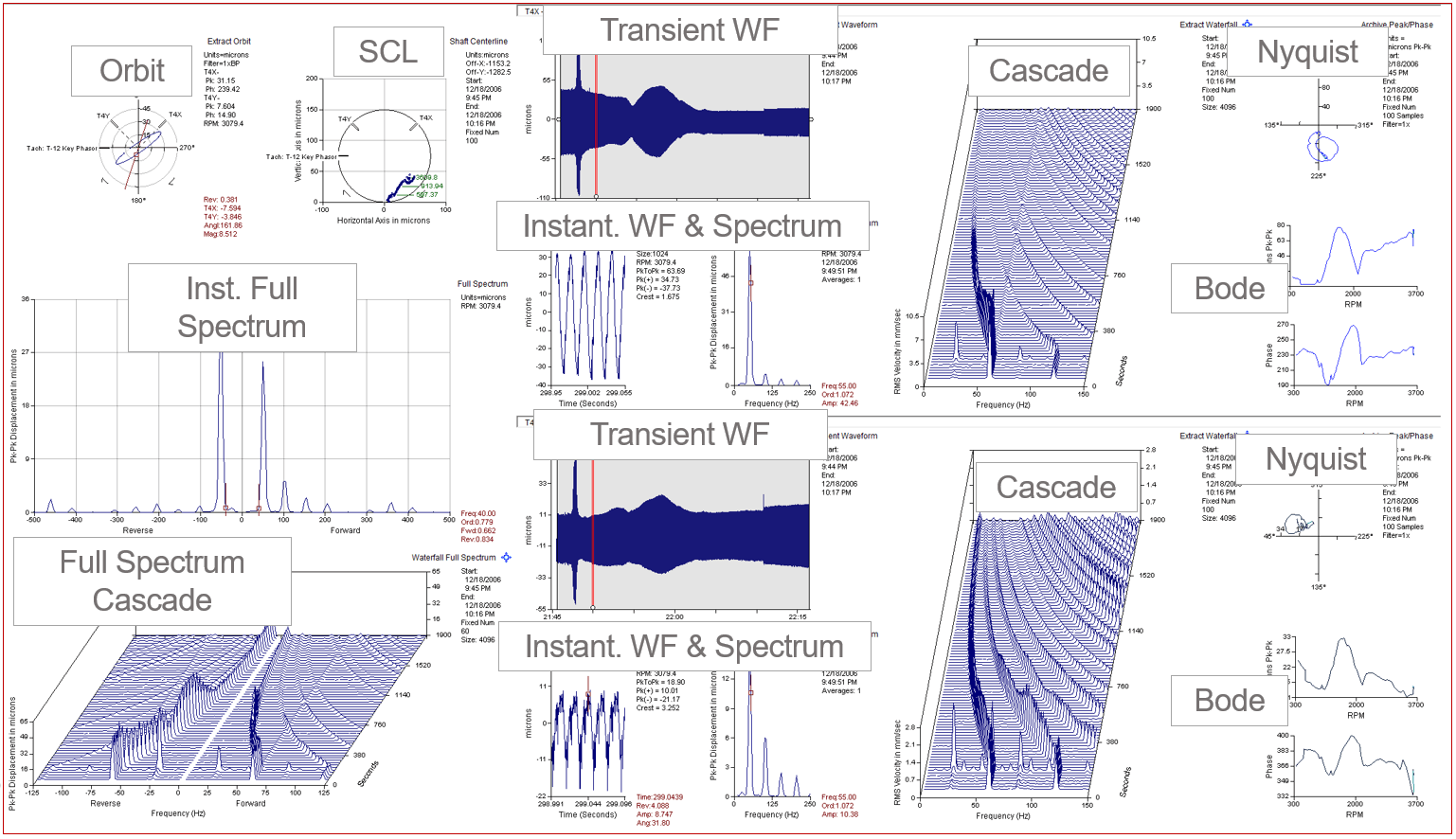
Jason then highlighted Ovation turbomachinery diagnostics to provide early warning of abnormal conditions in turbine bearing alignment, balance, and bearing health. Also, coming soon in Ovation is AMS Machine Works, which provides advanced condition monitoring by combining predictive maintenance techniques with comprehensive analysis tools for accurate assessment of the plant machinery. Advanced vibration analysis includes waveform, spectrum, orbit, full spectrum, cascade, waterfall, Bode, and Nyquist.
Visit the Ovation Machinery Health Monitor and AMS Machine Works pages on Emerson.com for more on this integrated approach to prediction and protection of critical rotating assets.
The post Ovation Advanced Condition Monitoring appeared first on the Emerson Automation Experts blog.