ISA Automation Week is happening this week in Orlando, Florida. If you’re there, you may want to see Emerson’s Nikki Bishop‘s presentation, Essential Asset Monitoring: The Gateway to Improved Process Reliability. She’ll be presenting on Wednesday at 3:15 to 4:45pm in the Asset Performance 1 track. Here’s the abstract from the presentation:
Traditionally, process plants were built with the minimum amount of instrumentation, only the most expensive assets warranted monitoring and protection systems. However, many of these unmonitored assets are still essential to safe and profitable operation. These second-tier assets (pumps, blowers, small compressors, air cooled exchangers, etc.) are typically monitored with spot-checks done manually in the field, or by preventive maintenance. Today, there are economically feasible solutions to monitor these essential assets. This presentation will focus on wireless instruments and asset-monitoring algorithms, and how the combination of the two serves as a gateway to overall improvements in plant reliability, allowing operations to take advantage of market conditions to maximize profitability.
I received a sneak preview of Nikki’s presentation and wanted to highlight a few elements from it. A key reason for the need to monitor essential assets is that unexpected circumstances in an operating plant can quickly lead to catastrophic events. Improvements in process equipment reliability reduce the risk and occurrence of these events. Increased monitoring of process equipment can provide confidence that the equipment is available for continuous operation without the added costs of reactive (run to failure) and preventive maintenance strategies.
She defines reliability as the ability of a system to perform and maintain its functions in routine circumstances, as well as in hostile or unexpected circumstances. Essential assets such as simple compressors, pumps, fans, and process vessels typically do not have wired monitoring systems like the more critical assets such as turbine generators, turbine centrifugal compressors, etc. However, their failure may lead to significant process disturbance, slowdown or shutdown.

Click to enlarge
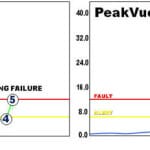
Nikki shows a 9 square grid showing probability of failure (low, medium, high) versus impact of failure (low, medium, high). Critical assets are in the box where both probability and impact are high. Essential assets fall into the boxes where impact is high, and where impact is medium and probability is medium or high.
These essential assets are both sources of unplanned downtime and higher maintenance costs. How maintenance strategies deal with these assets range from run to failure to preventive programs, to predictive monitoring and maintenance, to fully automated monitoring. Nikki cites a 2010 NPRA presentation, BP Texas City Reliability Accelerator Effort, which concluded that reactive maintenance costs are 50% higher than planned maintenance costs.
Automated monitoring helps detect process conditions that may be inducing a fault of equipment providing time to avoid the abnormal condition. It provides advance warning of asset health degradation to allow spare switchover. It helps accurately determine when service is necessary to avoid unnecessary servicing and run-to-failure conditions. And, it brings asset monitoring visibility to the control room operators and eliminates unnecessary trips to the field, in potentially hazardous areas.
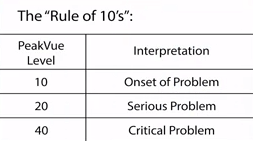
As we’ve highlighted in earlier posts, wireless monitoring instrumentation can be used for difficult to install locations. Nikki also included discussions around the types of data that can be collected wirelessly, types of common pump faults, PeakVue diagnostics, impacts of pump failure, and ROI calculations based on operational and maintenance savings.
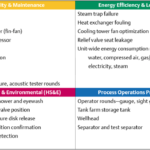
She closes by summarizing assets that are candidates for monitoring including ones with repeat failures, ones without spares, ones located in hazardous areas, ones that may cause a fire/environmental incident, or ones that can lead to a process shutdown or slowdown.
Hopefully, you’ll get a chance to see Nikki’s presentation this week or at the American Fuel and Petrochemical Manufacturers Q&A and Technology Forum next week. If not, there’s always the Emerson Exchange conference in Anaheim the following week to connect!
MP3 | iTunes
Download audio file (ISA-Automation-Week-Monitoring-Essential-Assets.mp3)
Related Posts:


























































 technology
technology




